
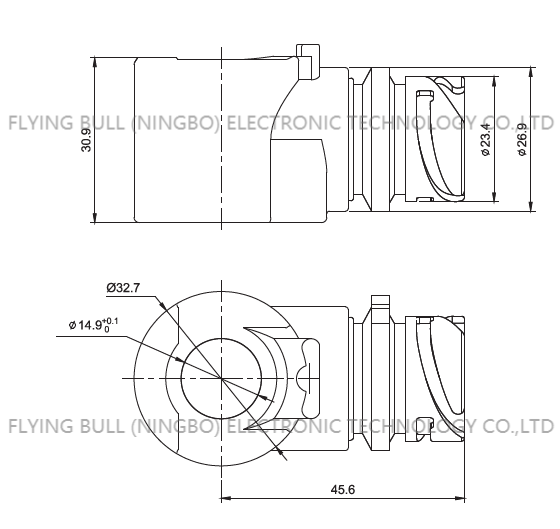
ויטאָמאָביל ויסמאַטערן גאַז באַהאַנדלונג סאָלענאָיד וואַלוו שפּול פנ 15302

דעטאַילס
אָנווענדלעך ינדאַסטריז:בילדינג מאַטעריאַל שאַפּס, מאַשינערי פאַרריכטן שאַפּס, מאַנופאַקטורינג פאַבריק, פאַרמס, פאַרמער, פאַרם, סטאַוואָר, לאַכאָדימ, קאַנסטראַקשאַן אַרבעט, גאַנצע פירמע
פּראָדוקט נאָמען:סאָלענאָיד שפּול
נאָרמאַל וואָולטידזש:דק 24 וו דק 12 וו
נאָרמאַל מאַכט (דק):9 וו 12 וו 12 וו
ינסאַליישאַן קלאַס: H
קאַנעקשאַן טיפּ:פּלוגין טיפּ
אנדערע ספּעציעלע וואָולטידזש:קוסטאָמיזאַבלע
אנדערע ספּעציעל מאַכט:קוסטאָמיזאַבלע
פּראָדוקט ניט.:Sb789
פּראָדוקט טיפּ:FXY15302
צושטעלן פיייקייט
סעלינג וניץ: איין נומער
איין פּעקל גרייס: 7 קס 4 קס 5 סענטימעטער
איין גראָב וואָג: 0.300 קג
פּראָדוקט הקדמה
גרונט אַנאַליסיס און וישאַלט אופֿן פון ינדאַקטאַנס שפּול ברענען אויס
עס זענען פילע סיבות פֿאַר די ברענען פון ינדאַקטאַנס שפּול, און מיר קענען באַטראַכטן די פאַרהיטונג פון די פאלגענדע סיבות:
1. דער פּלאַן גרענעץ פון ינדאַקטאַנס שפּול איז נישט גענוג;דער פּרייַז דאַרף, דער פאַבריקאַנט האט נישט פאַרלאָזן עטלעכע פּלאַץ. דער פּלאַן גרענעץ איז געווען ערידזשנאַלי אַ טייל פון די פּראָדוקט וואָס איז געווען דיליבראַטלי דיזיינד אין באַטראַכטונג פון פאַרשידן סיבות אַז די פּראָדוקט וואָלט טרעפן בעשאַס די פּלאַן פּראָצעס.
2. די קוואַליטעט פּראָבלעם פון ינאַמאַלד דראָט;אין סדר צו רעדוצירן די פּראָדוקציע קאָס, מאַניאַפאַקטשערערז נוצן ינאַמאַלד ווירעס מיט טעמפּעראַטור קעגנשטעל אונטער 130 ℃ ~ 150 ℃.
3. טעמפּעראַטור העכערונג פון די ינדאַקטער שפּול;אין אַלגעמיין, דער פּלאַן פאָדערונג פון די ינדאַקטער איז אונטער 60 ק, און די היץ קעגנשטעל פון די פּאַליעסטער ינאַמאַלד דראָט זאָל דערגרייכן 155 ℃. עטלעכע דיזיינערז שנייַדן די נומער פון טורנס פון די ינדאַקטער שפּול צו רעדוצירן די קאָסטן און הייבן די טעמפּעראַטור שפּול צו 75 ק 10 ק, וואָס מאכט די ינדאָקטער ינאַמאַלד דראָט אַרבעט אין אַ הויך טעמפּעראַטור אַרבעט הויך טעמפּעראַטור. אַמאָל עס איז אָוווערלאָודיד פֿאַר אַ לאַנג צייַט, עס קען פאַרשאַפן אַ נעבעך קאָנטאַקט פון די קאַנדאַקטיוו פּאַרץ און פאַרגרעסערן די קאָנטאַקט קעגנשטעל, וואָס וועט שטארק רעדוצירן די ינדאַקטאָראַטיאָן שטאַרק.
4. די פאַלש קאָואָרדאַניישאַן צווישן די סאַקשאַן פאָרסעס פון די ינדאַקטענציע שפּול.ווען דער וואָולטידזש איז נידעריק, די ציען-אין וועט ווערן שווער, די ינדאַקטאַנס שפּול וועט לאַנג לאַנג, און די ינדאַקטאַנס שפּול צו טראָגן די שטאַרק סטאַרטינג קראַנט וועט זיין מער ווי די שפּיץ-אין די סאַקשאַן פּולד אַרויף, און אַ זייער גרויס קראַנט.
5. די אַרבעט פון די אַרבעט וואָולטידזש קייט איז נישט ברייט גענוג.אַמאָל די וואָולטידזש איז 80% ~ 85%, עס איז מעגלעך אַז עס קען נישט זיין געצויגן אין הייס שטאַט. ווען דער וואָולטידזש איז העכער ווי 120%, די ינדאַקטאַנס שפּול איז גרינג צו אָוווערכיט.
די ינדאַקטאַנס שפּול איז בערנט רעכט צו די אויבן סיבות, און עס קענען זיין געוויינט קאַנטיניואַסלי ווי לאַנג ווי עס איז ריפּערד פשוט. דער וועג איז צו ריוויינד די שפּול. ווי לאַנג ווי די קורץ-קרייַז טורנס זענען נישט דער הויפּט גרויס, די קורץ קרייַז איז אין די סוף פון די שפּול, און די מנוחה פון די שפּול, און די מנוחה פון די ינדאַקט, און די דאַמידזשד פּאַרץ זענען ינטאַקט, און די דאָזיקע אַרבעט פאָרשטעלונג איז קאַנטיניואַסלי.
אין פאַקט, עטלעכע אַקסאַדאַנץ פון בערנט-טאַקטאַנס קוילז קענען זיין גאָר אַוווידאַד, און עטלעכע אַקסאַדאַנץ קענען זיין יפעקטיוולי ילימאַנייטאַד אין די קנאָספּ ווי לאַנג ווי לאַנג ווי לאַנג ווי זיי זענען אַפּערייטאַד לויט צו פּראָדוקציע באדערפענישן און פּראָדוקציע באדערפענישן און שטרענג קוואַליטעט.
פּראָדוקט בילד
פֿירמע דעטאַילס






פירמע מייַלע
טראַנספּאָרטאַטיאָן

FAQ
פֿאַרבונדענע פּראָדוקטן








